Предыдущая публикация


















Фильтр
Инвестиции, которые окупаются: всё, что нужно знать о проектировании пресс-форм для экструзионно-выдувного формования
Экструзионно-выдувное формование — это высокотехнологичный процесс, позволяющий создавать полые пластиковые изделия любой сложности: от медицинских флаконов до автомобильных топливных баков. В основе этого процесса лежит пресс-форма — сложный инструмент, от качества проектирования и изготовления которого зависят повторяемость, геометрия, качество поверхности, распределение толщин стенок, функциональность готового изделия и, в конечном счете, успех всего производства. Давайте подробно разберем все этапы создания пресс-формы, от первоначальной идеи до запуска серийного выпуска продукции. Проектирование пресс-форм для ЭВФ — это сложная инженерная задача, требующая баланса между конструкцией изделия, свойствами материала, технологией производства и экономической эффективностью. Этап 1: Концепция изделия — Фундамент проекта Проектирование оснастки и, в частности, пресс-формы начинается с проработки дизайна изделия. Чтобы пресс-форма получилась технологичной (несложной и, как следствие недо

Показать еще
Не переплачивайте за лишнее! Как классификация экструзионно-выдувных машин помогает сделать оптимальный выбор оборудования.
Экструзионно-выдувное формование — это «сердце» производства полых пластиковых изделий. От канистр и садовых бочек до сложных воздуховодов и топливных баков — за всем этим стоят мощные и точные машины. Но не все они одинаковы. Широта применения обуславливает огромное разнообразие оборудования на рынке. Чтобы ориентироваться в этом многообразии и выбирать оптимальное решение, необходима систематизация. Мы предлагаем к прочтению статью, описывающую все виды классификации экструзионно-выдувных машин. Понимание их классификации — ключ к выбору правильного оборудования для Вашего производства. Прежде чем погрузиться в классификацию, напомним суть процесса (Рис. 1): Теперь рассмотрим, как разные машины организуют этот процесс. Критерий, напрямую влияющий на производительность. Одна экструзионная головка за один цикл производит одно изделие На одном экструдере установлено несколько головок (2, 3, 4 и более), что позволяет одновременно формовать несколько изделий. Определяет функциональность

Показать еще
Вторичное сырье в литье под давлением: Как сократить расходы на 40% и обойти конкурентов
Литье под давлением — один из наиболее распространённых и эффективных методов производства пластиковых изделий. В условиях растущих цен на первичные полимеры, ужесточения экологического законодательства и повышенного внимания к устойчивому развитию всё больше компаний рассматривают возможность использования вторичного сырья (рециркулята) вместо первичного полимерного материала. Но насколько это оправданно? В этой статье мы просто и понятно разберём, что это такое, рассмотрим плюсы и минусы применения вторичного сырья в литье под давлением, факторы, которые влияют на целесообразность такого перехода, поможем решить, подходит ли это для Вашего дела. Вторичное сырьё — это переработанные полимерные материалы, которые ранее уже использовались в производстве. Его условно можно разделить на два типа: 1. Снижение материальных затрат Это главный и самый очевидный аргумент. Стоимость вторичного сырья обычно значительно ниже первичного. Это позволяет значительно снизить себестоимость продукции, о

Показать еще
Паризон-Контроль: не опция, а необходимость. Как повысить рентабельность производства с помощью опции к экструзионно-выдувной машине
Экструзионно-выдувное формование – один из самых распространенных методов производства полых пластиковых изделий (бутылок, канистр, баков и др.). Качество готовой продукции во многом зависит от точности распределения материала в заготовке (паризоне, «рукаве»). Для этого применяется паризон-контроль – система точного программного управления толщиной стенок заготовки в процессе экструзионно-выдувного формования. В данной статье мы рассмотрим, что такое паризон-контроль, как он работает и почему современное производство утратит конкурентоспособность без применения данной технологии. Паризон-контроль (Parison Control) – это технология регулирования толщины, форму и качество стенок изделия за счет точной коррекции параметров процесса в реальном времени с помощью программного управления. Она позволяет изменять толщину стенок на разных участках заготовки, чтобы после раздува и растягивания материала получить равномерное распределение материала в готовом изделии. Он предназначен для ста

Показать еще
Процесс выдувного формования: принципы и технологии в 2025 году
Процесс выдувного формования является одной из ключевых технологий, используемых для производства полых изделий из термопластичных материалов. Этот метод получил широкое распространение в различных отраслях, таких как производство бутылок, канистр, флаконов и других емкостей для напитков, косметики, фармацевтики и бытовой химии. Цель данной статьи — раскрыть основы процесса выдувного формования, описать его технологию и познакомить читателей с основными этапами производства. Процесс выдувного формования — это методика преобразования расплавленного термопластичного материала в полые изделия с регулируемой толщиной стенок. Главное условие процесса — подача сжатого воздуха в горячую заготовку (предварительно вытянутую трубку), которая растягивается и принимает форму внутренней полости пресс-формы. Изготовленные таким способом изделия отличаются прочностью, легковесностью и сохраняют необходимые химические и физические свойства. Процессы выдувного формования основаны на следующей последова

Показать еще
Подробный обзор материалов для литья под давлением: металлы, пластики и силиконы
Литьё под давлением — один из самых распространённых и эффективных методов производства деталей и изделий в промышленности. Это технология, при которой расплавленный материал вводится под высоким давлением в металлическую форму (матрицу), где происходит его затвердевание с получением готовой детали. Правильный выбор материала для литья под давлением напрямую влияет на качество, функциональность и стоимость конечного продукта. В этой статье мы рассмотрим основные группы материалов, применяемых в литье под давлением: металлы, пластики и силиконы. Литьё металлов (обычно сплавов) под давлением позволяет получать детали с высокой точностью, тонкими стенками и отличной поверхностной отделкой. Это широко используется для производства в автомобилестроении, электронике и бытовой технике. Процесс литья металлов под давлением включает несколько этапов: Для литья металлов под давлением используют специализированные литейные машины с системой давления. Некоторые виды оборудования: Литьё пластмасс п

Показать еще
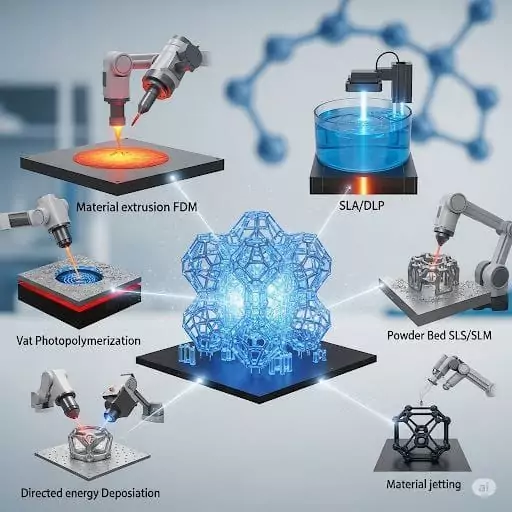
Аддитивные технологии: обзор основных видов и примеры их применения
Аддитивные технологии, или 3D-печать, в наши дни становятся неотъемлемой частью многих сфер жизни, открывая новые горизонты и возможности. Это уже не эксперимент, это производственный инструмент. Быстрый, точный, наглядный. Аддитивные технологии представляют собой набор методов, позволяющих создавать трехмерные объекты путем последовательного наложения слоев материала. Однако методы построения этих слоев значительно различаются, что приводит к появлению различных видов аддитивных технологий. В этой статье мы рассмотрим основные виды аддитивных технологий, используемые материалы, приведем примеры применения различных технологий в жизни. Увидим преимущества и недостатки каждого вида. FDM – наиболее распространенный и доступный метод аддитивного производства. Он основывается на послойном наплавлении термопластичных материалов. В процессе FDM пластиковая нить (филамент) подается через нагретую сопло, где она расплавляется и экструзируется на платформу, формируя объект слой за слоем. Этот м
Показать еще
Экструзионно-выдувные машины. Принцип работы.
Экструзионно-выдувное формование (ЭВФ) — основной процесс производства полых пластиковых изделий (бутылок, канистр, баков, игрушек, автомобильных деталей и т.д.). Его принцип работы можно разбить на несколько ключевых этапов: — Сырье: Гранулы термопластика (ПЭТ, ПЭВП, ПЭНП, ПП, ПВХ и др.) загружаются в бункер экструдера. — Пластификация: Гранулы перемещаются вращающимся шнеком по нагретому цилиндру экструдера. При этом они нагреваются (от внешних нагревателей, трения и сжатия) и плавятся, превращаясь в однородную расплавленную массу. — Формирование заготовки (паризона, «рукава»): Расплав подается в экструзионную головку (длинную вертикальную щелевую головку). На выходе из головки формируется непрерывная полая трубка из расплава – паризон (parison) или «рукав». Диаметр и толщина стенки паризона могут варьироваться по длине с помощью специальных программируемых устройств (усилие вытяжки, паризон-контроль и т.д.), чтобы компенсировать вытяжку материала под собственным весом и обеспечить р

Показать еще
Горячий канал — холодный канал. Различие литниковых систем при литье пластмасс под давлением.
В статье рассмотрены различие литниковых систем в технологии литья под давлением. Процесс литья пластмасс под давлением широко применяется в промышленности для изготовления деталей различного назначения. Важным элементом технологии является конструкция литниковой системы, обеспечивающей подачу расплава полимера в полость формы. Существуют две основных разновидности литниковых систем: горячий канал и холодный канал. Выбор подходящего варианта влияет на производительность, экономичность и качество конечного продукта. Система горячего канала предполагает наличие специальных нагревательных элементов, встроенных в форму. Эти элементы поддерживают температуру пластика на уровне, необходимом для сохранения его текучести. Таким образом, расплав поступает непосредственно в рабочую зону формы без промежуточного застывания. Разновидностью горячего канала является также горячеканальная втулка, применяемая, как правило, для одногнездных пресс-форм. Холодный канал представляет собой простую конструк
Показать еще
загрузка
Показать ещёЛевая колонка
О группе
Здесь Вы найдете обзоры современного оборудования для литья пластмасс, актуальные технологии переработки полимеров, анализ материалов и практические кейсы из индустрии. Канал для инженеров, технологов,
предпринимателей и всех, кто хочет понять, как устроен мир пластика.
Скрыть информацию