















Фильтр
Расточка соединительных муфт понятным языком
На одном из предприятий, которые пользуются нашими муфтами, запускали новую линию розлива. Оборудование свежее, привод аккуратный, запас по мощности есть — казалось бы, проблем быть не должно. Но уже через пару дней после пуска линия начала «гулять»: выросли вибрации, появился шум, а через месяц на валу обнаружили износ и разбитую посадку под муфту. Разбор полётов показал, что причиной стала всего одна операция — расточка соединительной муфты «по месту» на собственной механике. Внешне всё выглядело нормально: муфта садилась на вал, фланцы затягивались, линия крутилась. Но внутри уже шло ускоренное разрушение. Муфту для этого привода заказчик решил расточить сам, чтобы «сэкономить время». Деталь зажали в патроне токарного станка «как обычно», взяли посадку «чуть посвободнее, чтобы легче одевалась», и не стали подробно заморачиваться с контролем биения. Ошибок оказалось несколько: В результате при каждом запуске и останове привода муфта слегка ударяла по валу, появлялись дополнительные д

Показать еще
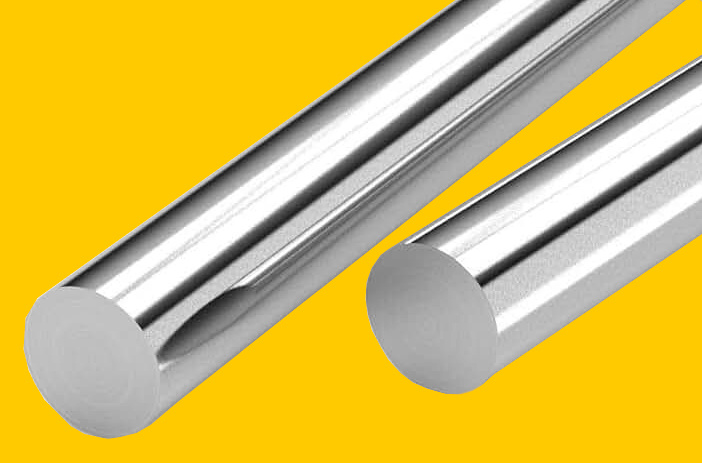
Расчет и проектирование прецизионных валов
Прецизионные валы отличаются от обычных высокой точностью и прочностью металла. Их применяют в системах линейного перемещения, включая станки с ЧПУ и современное 3D-оборудование. Такие валы изготавливают из высокопрочной легированной стали, способной выдерживать большие нагрузки на высоких скоростях. Описать все нюансы проектирования в одной статье невозможно — это требует высокой точности и ответственности. Основные критерии работоспособности валов — жесткость и прочность. Прочность определяет способность вала сопротивляться постоянным нагрузкам без разрушения. Расчеты ведут по различным формулам, но конечная прочность зависит от материала: от углеродистых сталей 20–50 до легированных 20Х, 40ХН или титановых сплавов вроде ВТ-9. Для уверенности определяют максимальные напряжения в зонах риска и сравнивают с пределами материала. Конструктор закладывает запас прочности, учитывая свойства металла, технологии обработки (термическую, термохимическую) и условия эксплуатации. На заметку. Жест
Показать еще
Стандартизация и нормативные требования к размерам шариков в подшипниках
Подшипник не работает без элементов качения — шариков или роликов. Чаще всего это шарики стандартных диаметров по ISO или ГОСТ. При подборе учитывайте взаимозаменяемость по таблицам размеров. Шарики в подшипниках кажутся простыми, но компания «Техникс» подчёркивает: их производство — сложный процесс с высокой точностью. Шарики выбирают из материалов для повышенных нагрузок: легированные стали, лёгкие металлы или керамика. Типоразмеры часто нестандартные — 3,97; 1,59; 2,38 мм и другие. Примеры по ГОСТ и ISO: Поверхность и размеры должны быть идеальными, иначе подшипник выйдет из строя. В России — ГОСТ 3722-2014: диаметры, типоразмеры, 11 степеней точности (G3–G200), допуски отклонений. Требования к твердости по марке стали и диаметру. Поверхность без дефектов: пятен, трещин, сколов, коррозии, вмятин. Легированные стали лидируют: твердость, прочность, стойкость к коррозии — идеально для агрессивных сред. https://technix-rus.ru/info/articles/standartizatsiya-i-normativnye-trebovaniya-k-ra

Показать еще
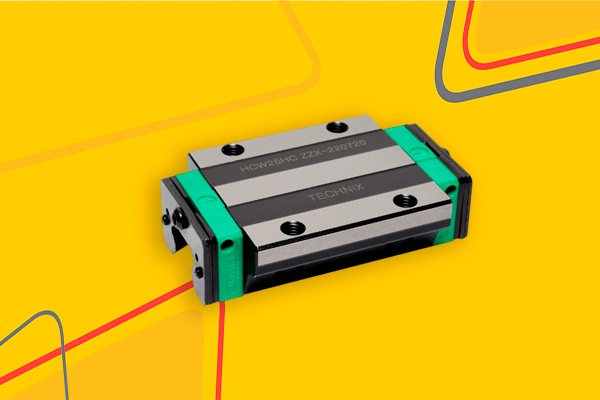
Особенности совместимости и стандартизации в области рельсовых направляющих и кареток
3D-принтеры, ЧПУ-станки и фрезерные комплексы полагаются на точные системы перемещения. Рельсовые направляющие с каретками — стандарт и must-have для идеальных результатов. Их производят комплектами, чтобы обеспечить совместимость и точность. Но иногда возможна взаимозаменяемость компонентов. Современные рельсовые направляющие
Каретки и линейные направляющие от TECHNIX гарантируют нулевой люфт, отсутствие износа подшипников и безупречную работу. Подбирайте их под конкретное оборудование для максимальной совместимости. Компания «Техникс» предлагает универсальные линейные системы для большинства ЧПУ-станков, 3D-принтеров и аналогичного оборудования. Линейные направляющие с каретками обеспечивают ключевые функции в 3D-принтерах и прецизионных ЧПУ-станках: движение по всем осям без них невозможно. Они решают такие задачи: Все направляющие TECHNIX изготавливают из высокоуглеродистой стали с термической обработкой. Проектирование по стандартам позволяет адаптировать каретки под любое совреме
Показать еще
Улучшенная точность и скорость производства: основные компоненты ЧПУ
В современном производстве системы ЧПУ на станках позволяют выпускать огромное количество изделий для бытовых и промышленных нужд. Тандем компьютерной техники и обрабатывающего центра упростил серийное производство, обеспечив высокую точность, скорость и снижение себестоимости продукции. Числовое программное управление (ЧПУ) - это сложный программно-аппаратный комплекс для синхронной работы механизмов станка. Он включает: В качестве приводов используются сервоприводы и шаговые моторы, управляемые специальным компьютером. Пропускная способность системы зависит от числа осей: больше каналов - выше возможности станка. Системы делят по критериям, включая способ управления: По типу отсчёта - абсолютный или относительный. По наличию обратной связи: Также классифицируют по поколению процессора: первого, второго или третьего. В статье рассмотрены ключевые компоненты ЧПУ. Компьютеризированное оборудование минимизирует ошибки персонала по сравнению со станками без ЧПУ. Правильный выбор, настройк
Показать еще
Как снизить погрешности монтажа систем линейного перемещения?
При установке линейных подшипников монтажники часто допускают ошибки, приводящие к быстрому выходу узлов из строя. Этот обзор показывает, как избежать монтажных погрешностей, с акцентом на технически эффективные и экономически оправданные меры. Линейный подшипник обеспечивает перемещение узла по направляющей с минимальным трением и плавным скольжением. При проектировании новой модели инженер ориентируется на ключевые характеристики: скорость, нагрузку, срок службы. Затем учитывает стоимость производства, а влияние монтажных ошибок на ресурс - далеко не всегда. Мелкие неточности установки резко усиливают износ, вызывая преждевременный отказ подшипника. Отклонения от регламента по компоновке или положению деталей разрушают узлы, рассчитанные на годы службы, за 1–2 месяца. Причины - просчёты в проекте или плохая обработка посадочных мест направляющих. Например, отклонения шероховатости мешают плотному прилеганию. Сложная станина затрудняет параллельность осей оборудования. Результат - нер

Показать еще
Станок 1К625: устройство и технические характеристики
В послевоенные годы советское машиностроение развивалось стремительно. Государство активно финансировало производство надёжных станков. Так появился токарно-винторезный 1К625, разработанный инженерами КБ завода «Красный пролетарий» на основе анализа ошибок предшественников. Модель быстро завоевала популярность на заводах СССР. Сегодня 1К625 остаётся классикой металлообработки. Его ценят за надёжность, доступную цену и возможность доработки. Компании в России и за рубежом адаптируют станок под свои нужды. Простая конструкция обеспечивает долгий срок службы и универсальность. Его применяют на малых производствах и в ремонтных цехах. Станок предназначен для токарных операций: точения, сверления, нарезания метрической, модульной, дюймовой, питчевой резьбы и восстановления деталей. Ключевые параметры: Эти характеристики гарантируют высокую производительность и точность для заготовок разных габаритов. По сравнению с 16К20, 1К625 мощнее (11 кВт против 10 кВт) и предназначен для крупных детале

Показать еще
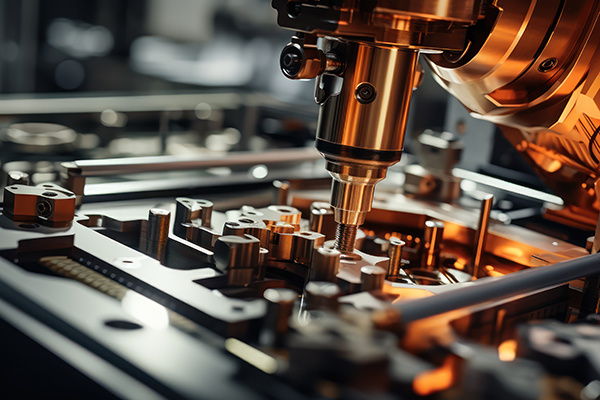
Технологии механообработки: ключ к точности промышленных комплектующих
В производстве промышленных комплектующих - линейных направляющих, шариковых винтов, подшипников - механообработка остается фундаментом. Она обеспечивает микронную точность, определяющую надежность механизмов. Современные технологии эволюционируют, интегрируя цифровизацию и автоматизацию, чтобы минимизировать брак и сократить сроки. Токарная обработка. На станках с ЧПУ (ЧПУ-токарные центры или ТОЦ - токарные обрабатывающие центры) снимают припуск с валов шариковых винтов. Прецизионные инструменты с покрытием TiAlN обеспечивают шероховатость до Ra 1,6 мкм. Для подшипниковых колец используют высокоскоростную обработку в токарных станках с криогенной смазкой, продлевающей жизнь режущего края. Фрезерование. Портальные фрезерные центры с 5-осевым управлением обрабатывают рельсы линейных направляющих. Конечные фрезы из твердого сплава формируют пазы с допуском ±0,005 мм. Гибридные станки сочетают фрезерование с шлифованием, снижая время цикла обработки на 30%. Шлифование. Круглое и плоское ш

Показать еще
Как собрать гайку ШВП
Шарико-винтовая передача (ШВП) — ключевой элемент в станках с ЧПУ, обеспечивающий высокую точность перемещения. Сборка гайки требует аккуратности, чтобы шарики правильно легли в дорожки. Неправильная сборка приведет к заклиниванию или быстрому износу. Нужны: специальные шарики нужного диаметра; густая смазка для ШВП (оптимально – та же, которая будет тут работать в дальнейшем); пинцет; втулка, штатная или самодельная, диаметром, равным внутреннему диаметру винта ШВП; перчатки. Очистите гайку, винт и шарики от грязи и старой смазки. Проверьте дорожки на повреждения — их обычно 3–6, закольцованных. Смажьте внутренние дорожки гайки достаточно для того, чтобы смазка не мешала укладывать шарики, но чтобы они прилипали к дорожке. Если шариков много (до 50+), работайте на винте: нанижите гайку, заполняйте дорожки прямо на нем без смазки сначала. Медленно навинчивайте гайку на винт, выталкивая втулку внутрь. Двигайте гайку вдоль винта вперед-назад для распределения шариков. Установите сальн

Показать еще
Линейный подшипник LM: принцип работы, виды и применение
Линейные подшипники LM — это компактные устройства для точного линейного перемещения в механизмах. Они обеспечивают минимальное трение, высокую нагрузку и долговечность. Разберём, что это такое, как выбрать и где использовать. LM (Linear Motion) — серия цилиндрических подшипников скольжения или качения. Корпус из стали или алюминия, внутри — шарики или ролики, удерживаемые сепаратором из смолы или металла. Диаметры от 3 до 120 мм (LM3–LM120UU). Принцип работы: подвижная втулка скользит или катится по валу. Смазка — консистентная или масло через поры. Установка: вал по h6/g6, корпус — H7. Зазор 0,01–0,03 мм. Смазка — Литол-24 или SAE 30 каждые 100–300 ч. Типичные поломки: износ от грязи, перегрев. Срок службы — 50–100 тыс. км хода. LM идеальны для станков ЧПУ, 3D-принтеров, автоматики. Пример: в экструдере 3D-принтера LM8UU держит ось Z с нагрузкой 50 Н при скорости 100 мм/с. В России применяют в текстильных станках, робототехнике. Выбор LM — залог точности и надёжности механизмов.

Показать еще
загрузка
Показать ещёЛевая колонка
О группе
Добро пожаловать на официальный канал АО Техникс. Мы разрабатываем и производим промышленные комплектующие: подшипники, системы линейного перемещения, опорные ролики, соединительные муфты и др.
Работаем по всей России, а также в Беларуси и Казахстане.
Каталог и условия сотрудничества по ссылке ниже:
Скрыть информацию